
- Modell: VK-TFS-002U
- Stromversorgung: 220 V/50 Hz/einphasig
- Leistung: 1500 W
- Frequenz: 20 kHz
- Rohrlänge: 40-280mm
- Rohrdurchmesser: 10-80mm
- Füllvolumen: A: 5–30 ml B: 6–60 ml C: 10–120 ml D: 25–250 ml E: 50–500 ml (optional)
- Größe: 735 * 670 * 1300 mm
- Gewicht: 130kg
Video ansehen
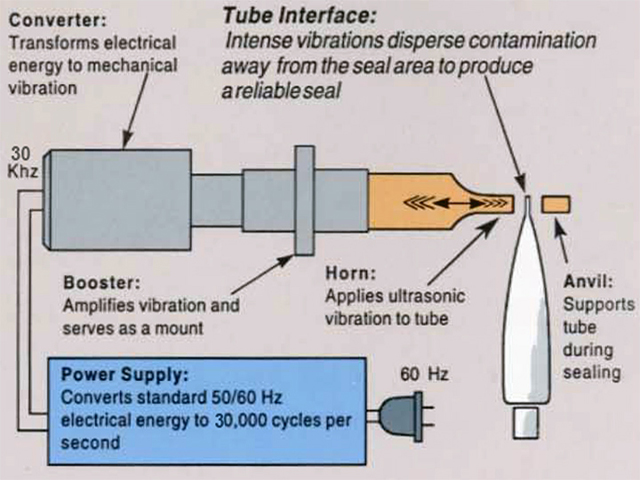
Funktion und Anwendung
Verwenden Sie Ultraschall zum Schweißen weicher Kunststoffrohrenden. Beim Schweißen wird kein Klebstoff, Füllstoff oder Lösungsmittel benötigt, es wird keine große Wärmemenge verbraucht und die Bedienung ist einfach, die Schweißgeschwindigkeit ist hoch und die Effizienz hoch.
Diese Maschine wird häufig für Zahnpasta-, Kosmetik-, Medizinprodukt-, Lebensmittel- und Industrietuben usw. verwendet.
Hauptparameter


| Modell | VK-TFS-002U |
| Stromversorgung | 220 V/50 Hz/einphasig |
| Leistung | 1500 W |
| Frequenz | 20 kHz |
| Rohrlänge | 40 bis 280 mm |
| Rohrdurchmesser | 10-80 mm |
| Füllvolumen | A: 5–30 ml B: 6–60 ml C: 10–120 ml D: 25–250 ml E: 50–500 ml (optional) |
| Größe | 735*6701300 mm |
| Gewicht | 130 kg |
Layout der Versiegelungsmaschine
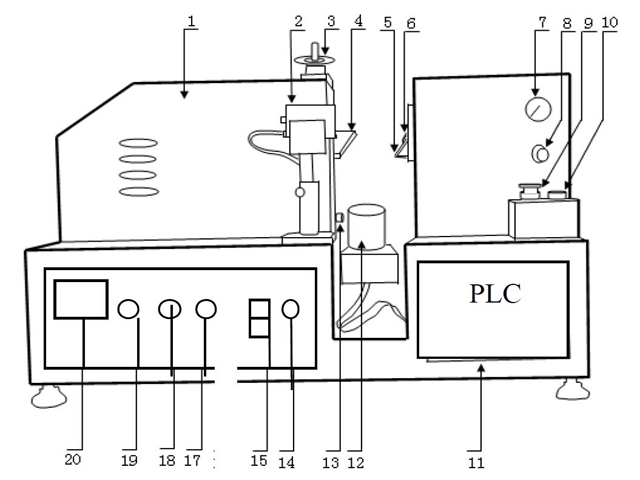
- Hauptteil
- Sensor
- Rohrhöhenverstellung
- Vordere Form
- Hintere Form
- Cutter
- Gasdruckmessgerät
- Gasdruckeinstellung
- Notruftaste
- Start-Taste
- SPS
- Halter
- Formspalteinstellung
- Netzlampe
- Netzschalter
- Melodie
- OSC-Prüfung
- Überlastlampe
- Lademeter
(Anmerkung: Bitte überprüfen Sie, ob die vordere Formschraube fest sitzt, da Sie beim Transport Angst haben, dass sich die Schraube löst.)

Dichtungsteil
- Motorstart: dient zur Steuerung des laufenden Rohrhalters
- Start des Zuführzylinders: Dieser dient zur Steuerung der Zufuhr des Rohrhalters
- Ultraschallzylinderstart: dient zur Steuerung der Aufwärts- und Abwärtsformfunktion.
- Start des Schneidzylinders: Dieser dient zur Steuerung des Schneidwerkzeugs
- Füllzylinder: Dies dient zur Steuerung des Füllkopfzylindersterns oder zum Stoppen bei manueller
- Füllstart: Hiermit wird der Füllstart bzw. -stopp bei manueller
- Ultraschallstart: Dies dient zur Steuerung der Frequenz, dies ist dasselbe wie „18. OSC-Prüfung“
- Röhrenausrichtung ein: hiermit wird der Sense ein- und ausgeschaltet
- Zeiteinstellung: Hiermit können Sie die Verzögerungszeit/Schweißzeit/Haltezeit einstellen.
- Verzögerungszeit: 0,80
- Schweißzeit: Rohrdurchmesser 20, die Zeit beträgt etwa: 0,20, Rohrdurchmesser 30, die Zeit beträgt etwa 0,40, Rohrdurchmesser 40, die Zeit beträgt etwa 0,50, Rohrdurchmesser 50, die Zeit beträgt etwa 0,7
- Haltezeit: 0,35
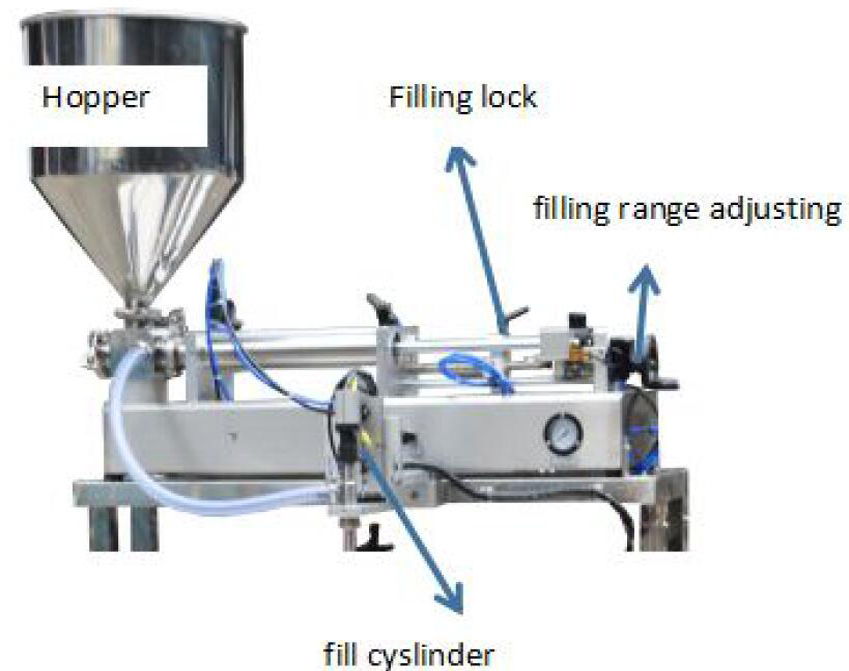
Füllteil
Betriebsablauf
- Schließen Sie Strom und Druckluft korrekt an (0,5 MPa empfohlen).
- Drücken Sie den Netzschalter
- Drücken Sie die Taste „OSC-Prüfung“ und stellen Sie gleichzeitig die „Abstimmungstaste“ ein. Verwenden Sie die Schraube an der Abstimmungstaste, um sie nach links oder rechts zu drehen und dabei das Minimum der „Signalleuchte“ zu finden (sie wird etwa unter 1 A liegen), um die „Frequenzeinstellung“ festzulegen. (Drücken Sie „OSC-Prüfung“ nicht kontinuierlich, sondern in Abständen.)
- Setzen Sie das Rohr auf den Halter.
- Drücken Sie „Ultraschallzylinder starten“, die vordere und hintere Form werden geschlossen. Stellen Sie „Formenspalteinstellung“ ein, sodass sich die beiden Formen gerade berühren und kein Spalt entsteht. Drücken Sie „Schneideregler“ und stellen Sie sicher, dass die Schneide reibungslos funktioniert. (Sie müssen das Kunststoffrohr beim Einstellen auf den Rohrhalter legen.)
- Setzen Sie die Vorder- und Hinterform sowie den Fräser in die ursprüngliche Position.
- Legen Sie das Rohr auf den „Halter“ und drücken Sie „Fütterungszylinder starten“. Das Rohr wird zwischen zwei Formen laufen. Passen Sie die Höhe des Halters bei Bedarf an. (Wir empfehlen, dass das Rohr 2 bis 3 mm höher ist als die hintere Form.)
- Bringen Sie das Rohr wieder in seine ursprüngliche Position.
- Auf automatischen Status einstellen, Sensor einschalten, wenn das Rohr einen Farbcode hat, andernfalls ausschalten.
- Drücken Sie „Auto“, die Maschine arbeitet automatisch.
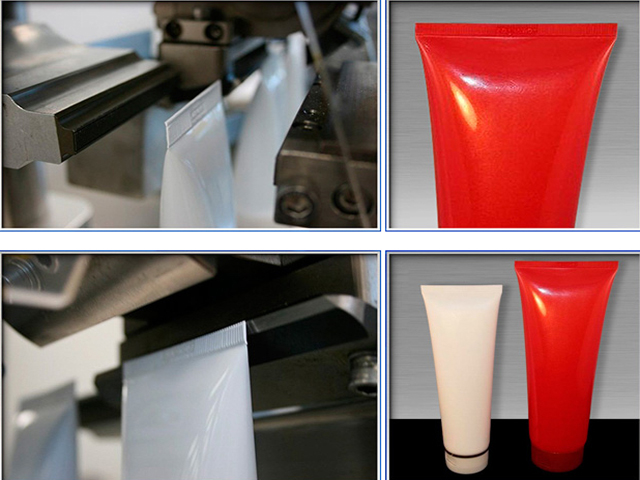
Proben


Fehler und Abhilfe
| Versagen | Ursache | Abhilfe |
| Die Maschine funktioniert nicht oder funktioniert nicht normal | Kein Strom oder Druckluft | Strom und Druckluft anschließen |
| Niedriger Druckluftdruck | Luftdruck erhöhen | |
| Kunststoffüberlauf oder nicht gut nach dem Schweißen | Zwei zu geschlossene oder zu weit auseinander liegende Formen | Passen Sie den Abstand zwischen zwei Formen an |
| Raue Kante nach dem Schneiden | Fräser stumpf | Messer schärfen oder scharfes Messer ersetzen |
| Der Fräser hat einen großen Spalt zwischen der hinteren Form | Machen Sie den Cutter zu einer Touch-Back-Form |
Vielleicht gefällt dir
 Automatische lineare Eimer-Erdnussbutter-Wiege-, Füll- und Verschließmaschine
Automatische lineare Eimer-Erdnussbutter-Wiege-, Füll- und Verschließmaschine- Hochgeschwindigkeits-Rotations-Verschließgerät mit 8 Köpfen für Pumpenverschlüsse
- Doppelseitige Etikettiermaschine für Seifenstücke mit flacher Oberfläche, oben und unten
- Horizontale Hochgeschwindigkeits-Etikettiergeräte für runde Flaschen, Fläschchen und Spritzen
- Rotationsglasflaschen Servo-Abfüll- und Verschließmaschine für ätherische Öle
- Rotierende Plastik-Saftflaschen-Verschließerausrüstung mit Deckelaufzugszufuhr
- Rotierende Flüssigkeit Kleine Flasche Ätherisches Öl Abfüllen Abfüllen Verschließen Linie
- Spritzenetikettiermaschine halbautomatisch mit Datumscodedrucker
- Servo-Kosmetikcremedosen mit zwei Köpfen zum Verschließen von Schraubverschlüssen
- Automatisierte Ropp-Capping-Etikettiermaschine zum Abfüllen von Olivenöl









